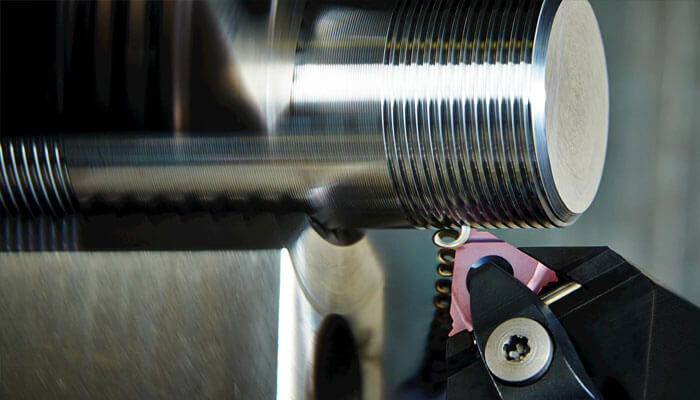
در فرزکاری پیشانی، تیغه فرز روی محور دورانی بسته می شود که عمود بر سطح قطعه کار است. تیغه فرز در فرزکاری پیشانی با سرعت دوران N می چرخد و قطعه کار در مسیری مستقیم با سرعت خطی V حرکت می کند.
به دلیل حرکت نسبی بین دنده های برنده و قطعه کار، تیغه فرز پیشانی روی سطح فرزکاری شده، آثار پیشروی بر جای می گذارد، که شبیه آثار عملیات تراشکاری است.
اجرای تیغه فرزکاری پیشانی
در تمامی دستگاه های فرز، یک محور دوران به نام اسپیندل برای چرخاندن تیغه وجود دارد، قطر تیغه فرز باید چنان انتخاب شود که با فیکسچر ها و سایر قطعات دیگر سیستم تداخل نداشته باشد.
در یک عملیات فرزکاری پیشانی، نسبت قطر تیغه به فرز به عرض برش نباید ۳:۲ کمتر باشد. رابطه بین قطر تیغه و زاویه های الماسه و موقعیت آنها نسبت به سطحی که باید فرزکاری شود از این جهت مهم است.
این رابطه زاویه ای را که الماسه به قطعه کار وارد و از آن خارج می شود، تعیین می کند.
وضیت نسبی تیغه فرزکاری پیشانی
وضعیت نسبی تیغه و الماسه در فرزکاری پیشانی به محض این که برای نخستین بار با قطعه کار درگیر می شود، وضعیت های الماسه در جهت رسیدن به پایان و مثال هایی از زاویه های خروجی الماسه قرار می گیرد.
که نشان دهنده وضعیت های مطلوب ( زاویه مثبت یا منفی ) و نامطلوب (زاویه صفر) محور دوران عمود بر صفحه کاغذ است.
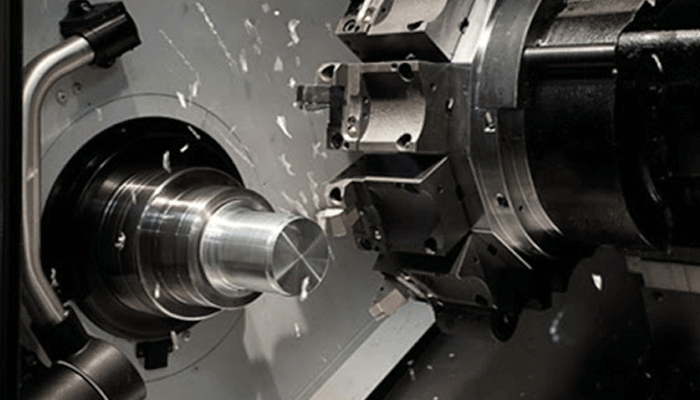
از آنجایی که در پروسه پیشانی تراشی بار به صورت یکسان به سطح کار وارد می شود این عملیات معمولا آرام و با صدای کم است. میزان توان براده برداری شده در این روش چیزی در حدود ۲۰ درصد بیشتر از روش غلتکی است.




دیدگاهتان را بنویسید