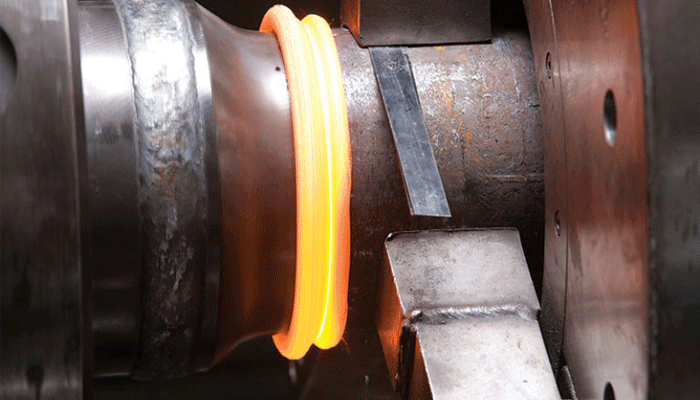
در فرایندهای اتصال انرژی مورد نیاز برای جوشکاری (اغلب شیمیایی، الکتریکی یا فراصوتی) از منابع خارجی تأمین می شود. در جوشکاری اصطکاکی (FRW) گرمای لازم برای جوشکاری، همانگونه که از نام فرایند پیدا است، از اصطکاک در فصل مشترک دو قطعه مورد اتصال به وجود می آید.
در جوشکاری اصطکاکی، که در دهه ۱۹۶۰ پیدا شده، یکی از قطعات مورد جوشکاری ثابت می ماند، در حالی که دیگری در یک نظام یا فشنگی بسته شده و با سرعت ثابت زیادی می گردد. سپس دو عضوی که به هم متصل می شوند تحت یک نیروی محوری با هم تماس حاصل می کنند
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید:تراشکاری CNC
پس از این که تماس کافی برقرار شد، عضو در حال گردش به سرعت متوقف می شود (به طوری که جوش در اثر تنش برشی از بین نرود) و در همین حال نیروی محوری افزایش پیدا می کند.
اکسیدها و سایر آلاینده های سطح تماس دو قطعه، با حرکت شعاعی رو به بیرون فلز داغ از فصل مشترک خارج می شود.
قطعه گردان
قطعه گردان باید بسیار محکم به نظام یا فشنگی بسته شود، تا بدون این که بلغزد در برابر نیروهای محوری و گشتاور وارده بر آن مقاومت کند.
فشار در سطح تماس و اصطکاک حاصل، گرمای کافی را برای برقراری یک اتصال محکم تولید می کنند. ناحیه جوشکاری معمولا به یک منطقه باریک محدود می شود
اندازه قطعه گردان به شاخص های زیر بستگی دارد:
- مقدار گرمای تولید شده
- ضریب هدایت حرارتی مواد
- مقدار خواص مکانیکی مواد در دماهای بالاتولید شده
قابلیت های فرایند :
از جوشکاری اصطکاکی می توان برای اتصال انواع گسترده ای از مواد استفاده کرد، مشروط بر این که یکی از قطعات مزبور تقارن محوری داشته باشد. قطعات توپر یا توخالی را می توان با این روش و با استحکام پیوند خوبی، جوشکاری کرد.
به دلیل وجود گرمای توأم با فشار، در سطح تماس دو قطعه در FRW به واسطه تغییر شکل پلاستیک ناحیه گرم زائده ای (پهن شدگی) پدید می آید. چنانچه این زائده نامطلوب باشد می توان آن را به آسانی با ماشین کاری یا سنگ زنی از بین برد.
ماشین های جوشکاری اصطکاکی کاملا خودکارند و چنانچه چرخه زمان کاری قطعه برای تمام فرایند به دقت تنظیم شود،
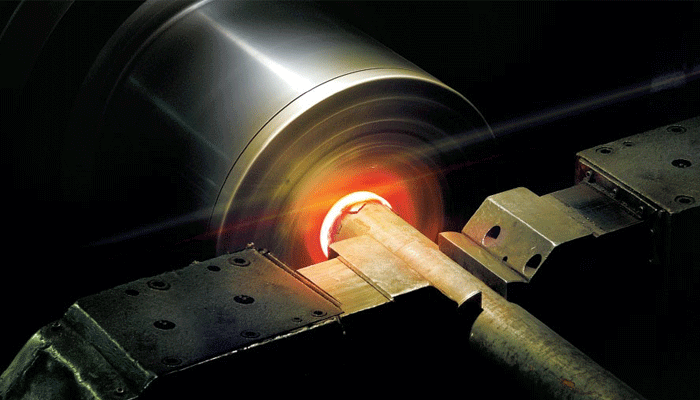
جوشکاری اصطکاکی اینرسی
جوشکاری اصطکاکی اینرسی نوع تکامل یافته FRW است. هر چند این عنوان در گذشته برای جوشکاری اصطکاکی نیز به کار می رفت. انرژی مورد نیاز برای گرمایش اصطکاکی در این فرایند با انرژی جنبشی یک چرخ طیار تأمین می شود.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: فرزکاری CNC
چرخ طیار (فلایویل) تا سرعت مناسب شتاب می گیرد، دو قطعه در تماس هم قرار می گیرند و با آزاد شدن انرژی چرخ طیار، یک نیروی محوری به این دو قطعه وارد می شود.
با کاهش سرعت چرخ طیار به واسطه نیروی اصطکاک، نیروی محوری افزایش پیدا می کند. هنگامی که چرخ طیار متوقف می شود جوش کامل شده است. زمان بندی این سلسله عملیات از اهمیت برخوردار است.
جرم گردان در ماشین های جوشکاری اصطکاکی اینرسی را می توان برای کاربردهایی با مقدار انرژی مختلف لازم (مقدار این انرژی بستگی به اندازه و خواص قطعه کار دارد) تنظیم کرد.
جوشکاری اصطکاکی خطی :
در جوشکاری اصطکاکی تکامل یافته تری، فصل مشترک دو قطعه مورد اتصال به جای حرکت دورانی، در معرض حرکت رفت و برگشتی خطی قرار می گیرند. در جوشکاری اصطکاکی خطی، لازم نیست سطح مقطع قطعات، شکل دایره ای یا لوله ای داشته باشند.
این فرایند قابلیت جوشکاری قطعات پلاستیکی و فلزی با مقطع مربعی و مستطیلی را نیز علاوه بر مقاطع گرد دارد. در این فرایند، یکی از قطعات با استفاده از یک سازوکار رفت و برگشتی متعادل در عرض پیشانی قطعه دیگر حرکت می کند.


