در جوشکاری فراصوتی سطوح تماس دو قطعه در معرض یک نیروی قائم استاتیکی برش نوسان کننده ( مماسی ) قرار می گیرند. این تنش های برشی توسط انتهای یک ترانسدیوسر شبیه ماشینکار ی فراصوتی ایجاد می شود. فرکانس نوسان اغلب در حد 10 کیلو هرتز تا 15 کیلو هرتز است.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: جوشکاری اصطکاکی
هر چند ممکن است از فرکانس های کمتر و یا بیشتر استفاده شود. جفت شدن دقیق ترانسدیوسر و نوک آن ( که سونوترود نامیده می شود و از واژه سونیک شبیه واژه الکترود است( مهم است .
تنش های برشی در جوشکاری فراصوتی
تنش های برشی موجب تغییر شکل پلاستیک در سطوح تماس قطعه کار شده، لایه های اکسیدی و آلودگی ها را برطرف می کنند و به این ترتیب باعث تماس خوبی شده و اتصال حالت جامد مستحکمی به وجود می آورند.
دماهایی که در ناحیه جوش پدید می آید معمولا در حد یک سوم تا نصف دمای ذوب ( در مقیاس مطلق ) فلزات مورد جوشکاری است. در نتیجه هیچ گونه ذوب و گدازی به وجود نمی آید.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: فلزات نسوز و آلیاژهای نسوز
اما در موارد خاصي دماهای کاری ممکن است به قدری بالا باشند که موجب تغییرات متالورژیکی در ناحیه جوش توجه کنی). سازو کار اتصال ترموپلاستیکها با جوشکاری، متفاوت با ساز و کار جوشکاری فراصوتی فلزات است و از آنجا که دمای ذوب پلاستیک ها بسیار پایین است، در محل تماس آنها ذوب صورت می گیرد.
فرآیند جوشکاری فراصوتی
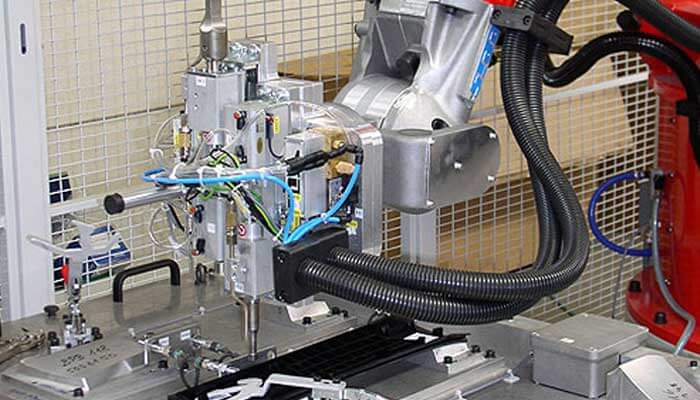
فرایند جوشکاری فراصوتی همه کاره و قابل اطمینان است. از این فرایند می توان برای انواع گسترده ای از مواد فلزی و فلزی، مانند فلزات ناهم جنس (نوارهای بیمتال) استفاده کرد. این فرایند برای اتصال پلاستیک ها، در بسته بندی فویل اجزای یک ماشین جوشکاری فراصوتی برای جوش روی هم .

فویل ها در صنایع خودروسازی و الکترونیکی مصرفی برای جوشکاری لب به لب ورق، فویل و سیم نازک به طور گسترده استفاده می شود. برای درز جوشکاری مقاومتی استفاده سازه هایی که در آنها یکی از قطعات، ورق یا فویل باشد، می توان به جای نوک از غلتک های دوار استفاده کرد.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: سوهان کاری و پرداخت کاری
نکته : برای کار بل این تجهیزات مهارت متوسط لازم است.


