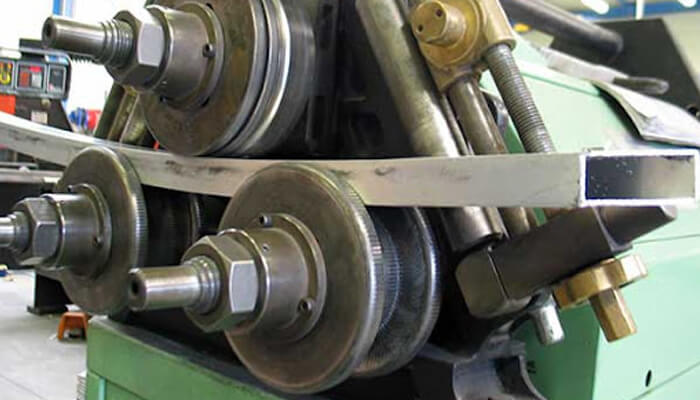
در نوردکاری تخت، تسمه ای وارد گذرگاه نورد می شود و با یک جفت غلتک دوار تقلیل می یابد، هر یک از غلتک ها از طریق شفت خود، از موتور الکتریکی مخصوص خود قدرت می گیرند.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: ریخته گری در خلاء
سرعت تسمه با عبور از گذرگاه نورد افزایش پیدا می کند و به همین ترتیب مایع نیز باید با عبور از طریق یک کانال همگرا، با سرعت هرچه بیشتر جاری شود.
سرعت تسمه در خروجی نوردکاری
سرعت تسمه در خروجی گذرگاه نورد بالاترین مقدار خود را دارد. از آنجا که سرعت سطحی نورد ثابت است، بنابراین بین غلتک و تسمه در امتداد کمان تماس و درون گذرگاه نورد لغزش نسبی وجود دارد.
در نقطه ای در امتداد طول تماس، که نقطه خنثی یا نقطه بدون لغزش نامیده می شود، سرعت تسمه با سرعت غلتک سریع تر از تسمه و در سمت راست این نقطه، تسمه سریع تر از غلتک حرکت می کند.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: خدمات تراشکاری CNC
از این رو نیروهای اصطکاک که مخالف حرکتند روی تسمه اثر می کنند.
نیروی اصطکاک در نوردکاری تخت
نیروی اصطکاک در نوردکاری تخت ، غلتک ها به واسطه یک نیروی اصطکاک خالص روی ماده آن را به داخل گذرگاه نورد می کشند. در نتیجه نیروی اصطکاک رو به سمت چپ نقطه خنثی باید بیشتر از رو به سمت راست باشد.

هرچند، برای نوردکاری مواد، اصطکاک لازم است؛ اما، در غلبه بر اصطکاک، انرژی تلف می شود؛ بنابراین افزایش اصطکاک به معنی افزایش نیرو ها و توان مورد نیاز است.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: شکل دهی کششی
افزون بر آن، اصطکاک بالا می تواند به سطح محصول نورد شده آسیب برساند. باید به یک راه حل بینا بینی راضی شد که ضرایب اصطکاک کم را با روانکاری های موثر پدید می آورد.


