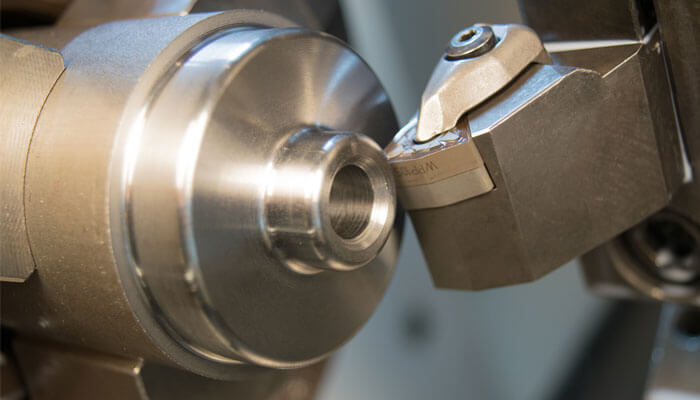
در بیشتر عملیات ماشینکاری مانند تراشکاری CNC (تراشکاری سی ان سی) براده برداری با استفاده از ابزارهای برشکاری تک لبه انجام می شود. این گونه ابزارها با یک نام استاندارد مخصوص مشخص می شوند. هر گروه از ابزار برای هر ماده ای از قطعه کار یک سری زاویه ی ابزار بهینه دارد. در عملیات تراشکاری پارامترهای تراشکاری مختلفی مانند هندسه ابزار و آهنگ براده برداری نقش کلیدی دارند. در تراشکاری CNC (تراشکاری سی ان سی) عواملی همچون جنس ابزار برش، عمق برش، پیشروی، سرعت برش و استفاده از مایعات برشکاری در بهبود براده برداری نقش مهمی ایفا می کنند.
هندسه ابزار:
زاویه های مختلف ابزار برش تک لبه نقش مهمی در عملیات تراشکاری CNC (تراشکاری سی ان سی) دارند. زاویه شیب (زاویه براده) در کنترل جهت جریان براده و استحکام نوک ابزار از اهمیت برخوردار است. زاویه های مثبت عملیات برشکاری را با کاهش نیروها و دماها بهبود می بخشند. اما زاویه های مثبت زاویه ی پخ کوچکی در نوک ابزار به وجود می آورند. بسته به چقرمگی جنس ابزار این پخی ممکن است موجب لب پر شدن و یا شکست زودهنگام ابزار شود.
زاویه شیب بغل مهمتر از زاویه شیب پشت است، هرچند زاویه اخیر جهت جریان براده را کنترل می کند. زاویه های آزاد، تداخل و مالیدگی در فصل مشترک ابزار و قطعه کار را کنترل می کنند. اگر زاویه آزاد بسیار بزرگ باشد، نوک ابزار ممکن است خرد شود، اگر کوچک باشد ممکن است ساییدگی پهلو بیش از انداره شود. مقدار زاویه لبه برش به درجات گوناگون بر تشکیل براده، استحکام ابزار و نیروهای برش اثر می کند و از مهم ترین پارامترهای تراشکاری می باشد.
شعاع نوک بر صافی سطح و استحکام نوک ابزار اثر می گذارد. هرچه شعاع کوچکتر (ابزار تیزتر) باشد، سطح تمام شده قطعه کار زبرتر و استحکام ابزار کمتر خواهد بود. اما شعاع های بزرگ نوک ممکن است منجر به لرزه ابزار شوند.
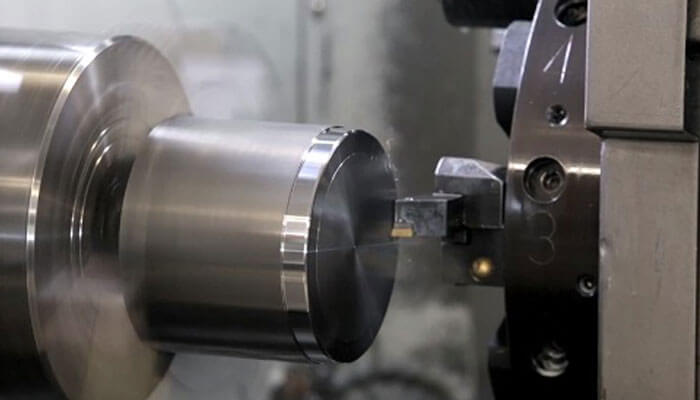
آهنگ براده برداری:
آهنگ براده برداری عبارت است از حجم براده برداشته شده در واحد زمان. زمان برشکاری در تراشکاری CNC (تراشکاری سی ان سی) زمان لازم برای نزدیک شدن ابزار به قطعه کار و عقب کشیدن ابزار از قطعه کار را شامل نمی شود. از آن جا که زمان صرف شده در چرخه های بدون برشکاری یک عملیات تراشکاری، فاقد بهره وری است و اثر نامطلوب بر اقتصاد کلی می گذارد، پس زمان نزدیک شدن ابزار به قطعه کار و عقب کشیدن آن از قطعه کار عامل مهمی است. امروزه ماشین ابزارها چنان طراحی و ساخته می شوند که این زمان در آن ها به حداقل می رسد. یک روش رسیدن به این هدف پس و پیش بردن سریع ابزارها در چرخه های بدون برشکاری است، که یک حرکت آهسته تر به محض درگیری با قطعه کار را دنبال دارد.
نیروها در تراشکاری :
سه نیرو بر یک ابزار برش وارد می شوند. این نیروها در طراحی ماشین ابزارها و نیز تغییر شکل و انحراف ابزارها و قطعه کارها، حین عملیات تراشکاری دقیق ( تراشکاری CNC -تراشکاری سی ان سی ) از اهمیت شایانی برخوردار است.
برشکاری های خشن و پرداخت :
روش معمول در ماشینکاری به این صورت است :
الف) ابتدا یک یا چند برشکاری خشن با سرعت پیشروی و عمق برش های زیاد انجام می شود
ب) پس از آن برای صافی سطح خوب ، با یک برشکاری پرداخت با پیشروی و عمق برش کم، کار تمام می شود.
جنس ابزار، پیشروی ها و سرعت های برشکاری :
به عنوان یک دستور العمل کلی در عملیات تراشکاری، دامنه گسترده ای از سرعت های برش و پیشروی ها قابل استفاده است.
مایعات برشکاری در عملیات تراشکاری :
هر چند مواد فلزی و غیر فلزی فراوان را می توان بدون مایع برشکاری ماشینکاری نمود( ماشینکاری خشک) ولی در بیشتر موارد، استفاده از یک مایع برشکاری می تواند به طور چشم گیری موجب بهبود عملیات شود .





دیدگاهتان را بنویسید