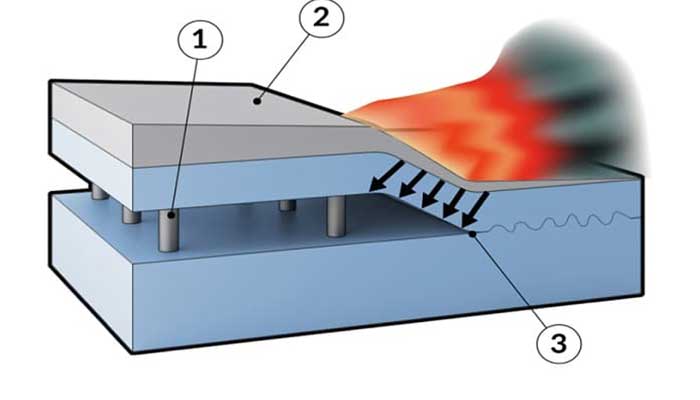
در جوشکاری انفجاری (EXW)، فشار به واسطه انفجار لایه ای از مواد منفجره که روی یکی از قطعات مورد اتصال (که صفحه پرنده نامیده می شود) قرار می گیرد، به قطعه کار وارد می شود.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: تولید قطعات صنعتی
فشارهای تماس که با این ترکیب حاصل می شود فوق العاده زیاد است و انرژی جنبشی صفحه ای که به قطعه جفت خود برخورد می کند، سطح تماس موج داری به وجود می آورد.
این ضربه دو سطح مماس را به شکل مکانیکی به هم پیوند می زند. به واسطه تغییر شکل پلاستیک، جوشکاری فشاری سرد نیز انجام می گیرد.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: تولید آهن و فولاد
صفحه پرنده تحت زاویه کوچکی نسبت به سطح مقابل قرار می گیرد و هر گونه لایه اکسیدی موجود در سطوح تماس کنده شده و از بین آنها بیرون رانده می شود.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: شکل دهی کششی
در نتیجه، استحکام پیوند در جوشکاری انفجاری بسیار زیاد است. ماده منفجره ممکن است به صورت ورق پلاستیکی ارتجاعی، رشته ای، دانه ای (گرانولار)، یا مایع باشد، که روی صفحه پرنده، ریخته گری یا پرس می شود.
سرعت انفجار معمولا 2400 تا m/s 3600 است و به نوع ماده منفجره، ضخامت لایه ماده منفجره و چگالی بسته بندی آن بستگی دارد. برای ایجاد جوش در این فرایند یک سرعت حداقل لازم است و عمل انفجار با استفاده از چاشنی تجارتی استاندارد انجام می گیرد.
قابلیت های فرآیند جوشکاری انفجاری
این فرآیند در دهه 1940 وارد صنعت شده است و به خصوص برای روکش کاری صفحه و تختال با فلز ناهمجنس مناسب است. مقاطع لوله ای و لوله ها روی صفحات رویی جوشکاری می شوند.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: عملیات فورج
انفجار، لوله را به شیوه انبساطی جوش می دهد. جوشکاری انفجاری خطر ناک است و نیاز به جا به جایی و کار با رعایت اصول ایمنی و توسط پرسنل آموزش دیده و مجرب دارد.


