لحیم کاری سخت، فرآیندی است که در آن فلزی پرکننده روی سطح مماس مورد اتصال یا در بین آنها قرار می گیرد و دمای آن تا اندازه کافی برای ذوب فلز پر کننده ولی نه نقطه ذوب قطعه کار، بالا می رود.

فلز مذاب فضای بین سطوح مماس کاملا جفت شده را با عمل مویینگی پر می کند. بعد از خنک کاری و انجماد و انجماد فلز پرکننده، پیوندی مستحکم پدید می آید.
انواع فرآیند لحیم کاری سخت :
دو نوع فرآیند لحیم کاری سخت وجود دارد: (الف) فرآیند لحیم سخت که پیشتر بیان کردیم و ( ب ) که در آن فلز پرکننده با روشی شبیه جوشکاری گاز اکسیژنی، در محل اتصال رسوب داده می شود.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: عملیات حرارتی آلیاژ های غیر آهنی
فلزات پرکننده که برای لحیم سخت به کار می روند بالای 840 درجه فارنهایت ذوب می شوند. دمای لحیم سخت زیر دمای ذوب (دمای سالیدوس) فلزات مورد اتصال است.
استحکام اتصال لحیم سخت به ( الف ) شکل اتصال و ( ب ) چسبندگی بین فلز پرکننده و قطعه کار در سطح تماس آنها، بستگی دارد.
نتیجه گیری
در نتیجه، سطوح مورد لحیم سخت باید به روش شیمیایی یا مکانیکی تمیز شوند تا از عمل کامل مویینگی اطمینان حاصل شود، بنابراین استفاده از فلاکس اهمیت دارد.
فلزات پرکننده در لحیم کاری سخت
فلزات پرکننده (فلزات لحیم سخت ) متعددی هستند، که دماهای لحیم سخت بسیار متفاوتی دارند، این فلزات در اشکال مختلفی از قبیل مفتول، حلقه، لایی و براده عرصه می شوند.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: فلزات نسوز و آلیاژهای نسوز
انتخاب فلز پرکننده و ترکیب شیمیایی آن به منظور جلوگیری از نردی اتصال ( با نفوذ مرز دانه ای فلز مایع)، تشکیل ترکیبات بین فلزی ترد در محل اتصال و خوردگی گالوانیکی در اتصال حایز اهمیت است.
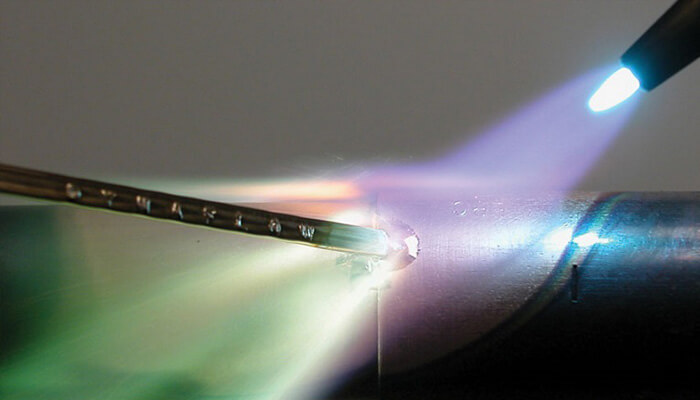
لحیم سخت شعله ای :
منبع گرما در لحیم سخت شعله ای گاز اکسیژن با شعله احیا کننده است. در لحیم کاری سخت ابتدا با گرم کردن محل اتصال به وسیله مشعل و سپس رسوب دادن مفتول یا سیم لحیم کاری سخت در آنجا انجام می شود.
لحیم سخت کوره ای :
قطعات در لحیم سخت کوره ای پیش از آن که در کوره قرار داده شوند تمیز کاری و سپس به شکل مناسب با فلز لحیم سخت بارگذاری می شوند.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: جوشکاری اصطکاکی
کوره ها ممکن است از نوع تک باری، برای اشکال پیچیده، یا از نوع پیوسته برای حجم تولیدهای بالا ( به خصوص برای قطعات کوچک با شکل اتصال ساده ) باشند. برای فلزاتی که با محیط واکنش می کنند از کوره های خلاء یا محیط خنثی استفاده می شود.


