در عملیات نورد کاری پشت سر هم از کنترل های کامپیوتری و الکترونیکی، همراه با کنترل های هیدرولیکی به شکل گسترده ( به ویژه در نوردکاری دقیق ) استفاده می شود.
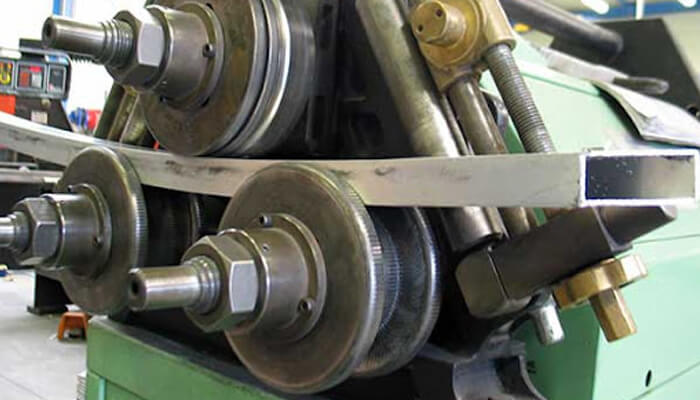
نیاز های اساسی برای مواد غلتک، استحکام و مقاومت به ساییدگی است. سه ماده متداول غلتک عبارتند از : چدن خاکستری، فولاد ریخته گری و فولاد فورج شده.
غلتک های تنگستن کارباید نیز برای غلتک های کم قطر، نظیر غلتک های کاری نورد خوشه ای به کار می روند. غلتک های فولادی فورجی گرچه بسیار هزینه بر هستند ولی استحکام، سفتی و چقرمگی آنها بیشتر از غلتک های چدنی است.
عامل گرمایش که در عملیات حرارتی شمشال ها و تختال ها استفاده می شود نیز ممکن است به عنوان یک روانکار عمل کند. برای مثال نمک های رسوبی از حمام های نمک مذاب در هنگام نورد، خواص روانکاری موثری از خود نشان می دهد.
علاوه بر نورد تخت و نورد پشت سرهم، اشکال گوناگونی را نیز می توان با نورد شکلی تولید کرد. اشکال سازه ای راست و دراز، مانند میل های توپر ( با مقاطع گوناگون )، ناودانی ها و ریل های راه آهن، با عبور ماده خام از یک سری غلتک های با طرح مخصوص نورد می شوند.







دیدگاهتان را بنویسید