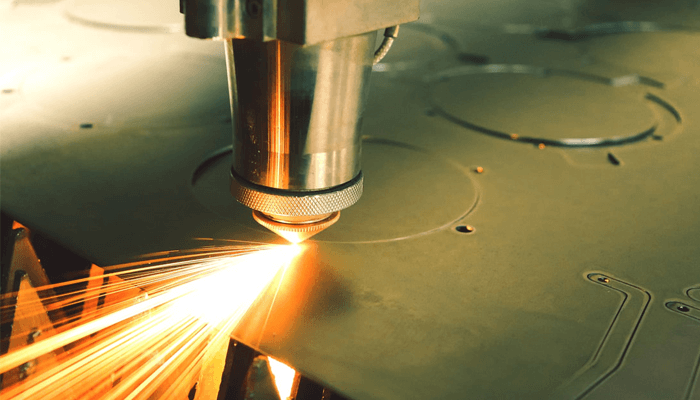
برشکاری ورق با لیزر یک فرایند گرمایی است که در آن اشعه لیزر برای ذوب ماده مورد استفاده قرار می گیرد. پرتوی لیزر نادیدنی است، منبع تولید لیزر ایجاد می شود.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: جوشکاری اصطکاکی
یک قطعه از ماده را می توان علاوه بر روش های مکانیکی با استفاده از یک منبع گرما که ناحیه باریکی را درقطعه کار ذوب کرده و جدا می کند، به دو یا چند تکه یا به شکل منحنی های گوناگون برید. منابع حرارتی در این کار م و یا قوس الکتریکی با لیزری باشد.
برشکاری گاز اکسیژنی
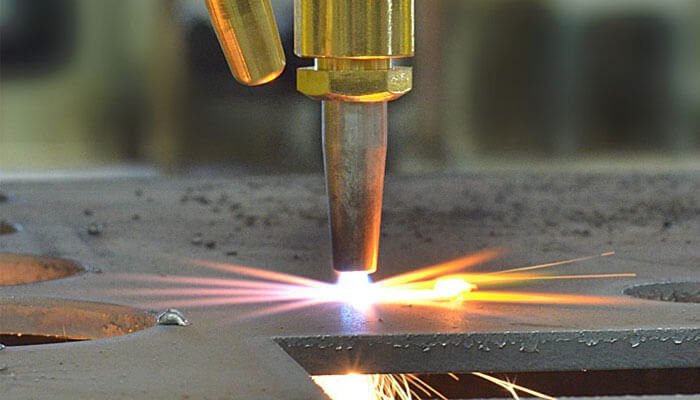
برشکاری گاز اکسیژنی (OFC) شبیه جوشکاری گاز اکسیژنی است، با این تفاوت که در این کار از گرما برای هر کردن ناحیه باریکی از یک ورق یا صفحه ای فلزی استفاده می شود . این فرایند به خصوص برای فولادها بسیار مناسب است.
واکنش های اساسی که در برشکاری فولاد انجام می گیرد، عبارتند از:
Fe + o =Feo + garma
3F + 2O=Feo + garma
بیشترین گرما از واکنش دوم حاصل می شود. اما، این دما برای برش فولادها کافی نیست، بنابراین قطعه کار ابتدا با سوختن گاز، گرم می شود و سپس اکسیژن بیشتر داده می شود . هر چه کربن فولاد بیشتر، دمای پیش گرم نیز باید بالاتر باشد.
برش کاری در اصل با اکسیداسیون (سوختن) فولاد انجام می شود و مقداری هم ذوب انجام می گیرد. قطعات چدنی و فولاد ریختگی را هم می توان با این روش برید. در این فرایند یک راه برش، شبیه راه برش اره کاری و یا EDM سیمی ایجاد می شود.
قابلیت های فرایند برشکاری :
حداکثر ضخامتی را که با OFC می توان برید، به گاز های مورد استفاده بستگی دارد. حداکثر ضخامتی که با گاز اکسی استیلن می توان برید در حدود ۳۰۰ تا ۳۵۰ میلی متر است . با کنترل تقریبا خوب تلرانس هاست و شعله برشکاری روی سطح برش خطوط پس کشی بر جای می گذارند (شکل ۲۷، ۱۸ ب)، که زبرتر از خطوط به جا مانده از اره کاری، پولک زنی، یا سایر فرایندهای برش کاری با ابزار برش اند. واپیچش ناشی از توزیع نامتوازن دما ممکن است در OFC مسئله ساز شود.
هر چند مدتها است که از برشکاریی اکسیژنی در کار اوراق و تعمیر استفاده می شود ولی می توان از آن در فرایند تولید نیز استفاده کرد. مشعل برشکاری را می توان در مسیرهای مختلف، به طور دستی، مکانیکی، یا با ماشین های اتوماتیک و با استفاده از کنترل ها و روبات های برنامه پذیر هدایت کرد. برشکاری زیر آبی با مشعل های به شکل مخصوص که پتویی از هوای فشرده بین مشعل و آب اطراف به وجود می آورند، انجام می گیرد.
برشکاری قوسی
فرایندهای برشکاری قورسی بر اساس اصول کار فرایندهای جوشکاری قوسی استوارند. با برشکاری قوسی انواعی از مواد را می توان با سرعت های زیاد برید. مانند جوشکاری قوسی، فرایندهای برشکاری قوسی نیز ناحیه گرمادیده ای بر جای می گذارند، که لازم است به ویژه در مورد کاربردهای بحرانی به آن ها توجه شود.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: تراش CNC
در برشکاری قوسی هوا و کربن ( CAC – A ) از یک الکترود کربنی استفاده می شود و فلز مذاب با جت هوای پر سرعت کنار زده می شود. بنابراین فلز مورد برشکاری دلیلی بر اکسیده شدن ندارد. این فرایند به خصوص برای شیارزنی و رویه برداری (بار برداری از سطح قطعه فلزی) به کار می رود. اما، این فرایند، پر صدا است و فلز مذاب آن ممکن است تا فواصلی از محل برش، محکم پرتاب شده و موجب بروز خطرات ایمنی شود.
برشکاری قوس پلاسمایی (PAC)
بیشترین دماها را ایجاد می کند. این روش برای برشکاری سریع صفحات غیر آهنی و فولاد زنگ نزن استفاده می شود. بهره وری بر شکاری این فرایند بیشتر از روش های برش گاز اکسیژنی است. صافی سطح خوب و راه برش های باریکی به وجود می آورد و متداول ترین روشی است که امروزه با به کار گیری کنترلرهای برنامه پذیر در تولید کاربرد دارد.

برای برشکاری بسیار دقیق انواع گوناگون فلزات به کار می روند. صافی سطح در این برشکاری ها بهتر از دیگر فرایندهای برشکاری گرمایی بوده و راه برش آنها باریک تر است. رعایت کامل اصول ایمنی در آن مهم است.


