شکل دهی چرخشی اسپینینگ یک فرآیند قدیمی است که عبارت از شکل دهی قطعات با تقارن محوری روی یک مندرل، با ابزار ها و غلتک ها ی گوناگون است. این فرآیند تا اندازه ای شبیه شکل دهی گل رس روی چرخ سفالگران است.
شکل دهی چرخشی اسپینینگ سنتی
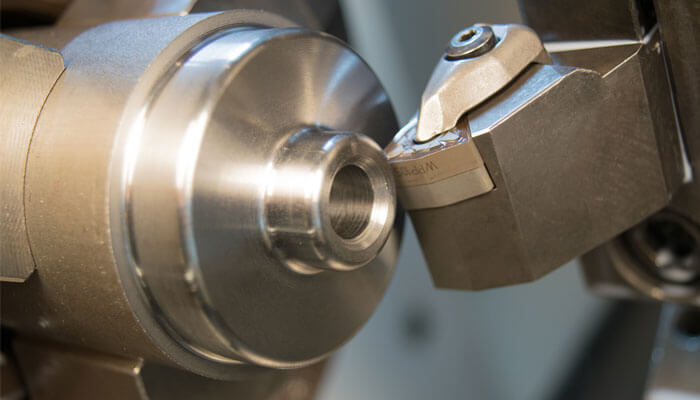
در شکل دهی چرخشی سنتی، یک پولک دایره ای تخت یا فلز ورق از پیش شکل داده شده، در برابر یک مندرل قرار گرفته و چرخانده می شود و همزمان، یک ابزار ماده را تغییر شکل داده و روی مندرل شکل می دهد.
کار ابزار ممکن است دستی و یا با یک سازو کار هیدرولیک یکنترل کامپیوتری انجام شود. این فرآیند در چندین پاس متوالی انجام می شود و مهارت قابل ملاحظه ای لازم دارد.
اسپینینگ سنتی، به ویژه برای اشکال مخروطی و منحنی که بجز با این روش، تولید آنها مشکل یا غیر اقتصادی است مناسب است. قطر قطعه ممکن است به ۶ متر هم برسد.
هر چند بیشتر کشش های چرخشی در دمای اتاق انجام می گیرد، با این حال قطعات ضخیم یا فلزاتی با استحکام بالا یا انعطاف پذییری پایین، به کشش چرخشی در دمای های بالا نیاز دارند.
شکل دهی چرخشی اسپینینگ برشی
شکل دهی چرخشی برشی که شگل دهی چرخشی برقی، شکل دهی چرخشی پیش رو، هیدرو اسپینینگ و فورجینگ چرخشی نامیده می شود، با حفظ حداکثر قطر قطعه، ضخامت آن را کاهش می دهد، شکلی مخروطی با تقارن محوری یا منحنی الخط به وجود می آورد.
هر چند در این فرآیند از یک غلتک تنها می توان استفاده کرد، ولی به منظور ایجاد تعادل بین نیروهای وارد بر مندرل، از دو غلتک استفاده می شود. بعضی قطعات تولیدی این فرآیند عبارتند از: رویه موتور راکت ها و مخروط دماغه موشک.
اکثر فلزات را می توان با این روش تولید نمود. ولی این روش به طور گسترده به علت مزایایی که دارد برای مواد ذیل استفاده می گردد:






دیدگاهتان را بنویسید