پیچ تراشی :
پیچ تراشی ،پیچ از مهمترین اجزای ماشین است و طبق تعریف عبارتست از یک نوار برجسته با مقطع یکنواخت که مسیر حلزونی یا امارپیچی روی سطح داخلی یا خارجی یک استوانه (رزوه مستقيم) یا مخروط (رزوه مخروطی) را طی می کند.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: خدمات تراشکاری CNC
پیچ های بی سر، با سر و مهره های ماشینی، رزوه های مستقیم دارند، همینطورند میله های رزوه شده برای کاربردهایی نظیر میله گام هادی در ماشین تراش. پیچ ها ممکن است راست گرد و یا چپ گرد باشند. رزوه های مخروطی معمولا برای اتصالات لوله های آب و گاز که آب بندی و هوابندی نیاز دارند، به کار می روند.

روش های تولید پیچ چیست ؟
- شکل دهی
- برشکاری
- ریخته گری قطعات رزوه
شکل دهی :
نورد پیچ، که بیشترین کمیت قطعات پیچی تولیدی را تشکیل می دهند
ریخته گری قطعات رزوه دار نیز امکان پذیر است ولی محدودیت هایی برای دقت ابعادی، صافی سطح و حداقل ابعاد آنها وجود دارد و آهنگ تولید این فرایند به اندازه ای که در فرایندهای دیگر به دست می آید، نیست.

عملیات تراشکاری قابلیت ایجاد رزوه در میل گرد را دارد. هرگاه رزوه ها اعم از خارجی یا داخلی با برشکاری توسط یک ماشین ابزار از نوع ماشین تراش ایجاد شوند، در این صورت فرایند مذکور پیچ تراشی یا رزوه کاری نامیده می شود.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: تولید قطعات پلاستیکی
هرگاه رزوه با یک ابزار رزوه دار مخصوص (قلاویز) به طور داخلی تراشیده شود، فرایند قلاویززنی نامیده می شود، رزوه های خارجی را با یک حدیده یا با فرزکاری نیز می شود تراشید. ممکن است رزوه ها را برای اصلاح دقت و صافی سطح آنها، بعد از تراش، سنگ زنی نیز کرد، هر چند مقدار قابل ملاحظه ای به هزینه می افزاید.
مشخصات رزوه پیچ :
استاندارد کردن پیچ ها در اواسط سال های دهه ۱۸۸۰ شروع شد و از آن زمان تاکنون، چندین شکل رزوه استاندارد شده اند.
اشکال رزوه – پیچ انگلیسی
به منظور دستیابی به پیچ های قابل تعویض بر اساس سیستم پیچ ملی آمریکا در ایالات متحده آمریکا، کانادا و انگلیس، در سال ۱۹۶۸ پذیرفته شد. این استاندارد هر چند وقت یک بار به ویژه از جنبه تلرانس های ابعادی مورد تجدید نظر قرار گرفته است.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: قلاویززنی و انواع قلاویز
در سال ۱۹۹۹، شکل دنده پیچ همه منظوره استاندارد ISO به وجود آمد و با دامنه وسیعی از اندازه های متریک توسعه یافته و از آن زمان تاکنون توسط بسیاری از کشورها پذیرفته شده است
در سیستم انگلیسی، تلرانس های ابعادی رزوه با گروه های 1، 2، یا 3 به ترتیب کاهش لقی مشخص می شوند. در سیستم ISO، گروه های تلرانس ترکیبی از درجه تلرانس ها و وضعیت ها است و بر اساس قطر تاج و گام پیچ، بنا شده اند.
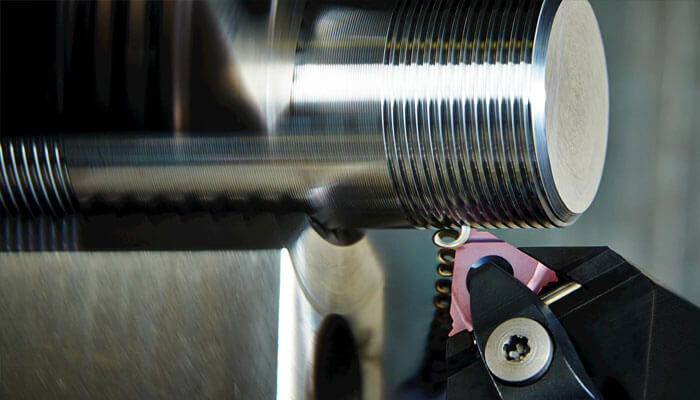
پیچ تراشی با یک ماشین تراش
رزوه را می شود به عنوان آثار پیشروی عمیق و خشن تلقی کرد. یک عملیات پیچ تراشی نوعی با ماشین تراش . ابزار برش، شکل آن به نوع پیچی که باید تراشیده شود بستگی دارد ،
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: روانکار ماشینکاری
روی یک هولدر که در امتداد طولی قطعه کار توسط میله گام هادی، روی ماشین تراش حرکت می کند، بسته می شود. حرکت ابزار با درگیر کردن یک مهره چاکدار (که نیم مهره نیز نامیده می شود) واقع در داخل سپر ماشین تراش، انجام می شود

حرکت محوری ابزار نسبت به دوران قطعه کار، گام رزوه (یعنی، مسافت محوری که در یک دوران کامل پیچ، طی می شود) را تعیین می کند. بنابراین برای یک rpm ثابت محور دوران، هر چه حرکت محوری آهسته تر باشد، رزوه پیچ ریزتر خواهد بود.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید : تولید قطعات صنعتی
در پیچ تراشی، ابزار تراش ممکن است به طور شعاعی رو به داخل قطعه کار پیش روی کند، به این ترتیب دو طرف رزوه (شبیه فرم تراشی) همزمان تراشیده می شود. اما، این روش معمولا صافی سطح ضعیفی به وجود می آورد.


