فرآیند دای کستینگ، که در سال دهه 1900 ابداع شد، نمونه کاملی از ریخته گری دائم است. در این فرآیند، فلز مذاب با فشاری حدود 700 MPA به داخل حفره قالب فشرده می شود.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: ریخته گری در خلاء
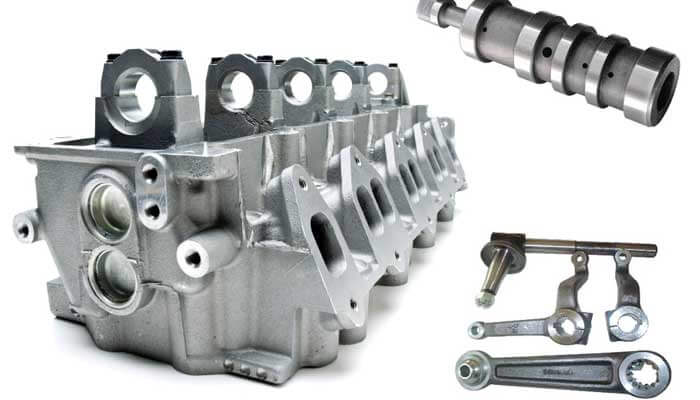
بعضی قطعاتی که با دای کستینگ تولید می شوند عبارت اند از: کاربوراتورها، موتورها، قطعات ماشین های اداری، قطعات لوازم کار، ابزار های دستی و اسباب بازی ها.

وزن اکثر قطعات ریختگی این فرآیند کمتر از 90 گرم تا 25 کیلو گرم تغییر می کند. دونوع ماشین اساسی دای کستینگ وجود دارد: ماشین دای کستینگ محفظه گرم و ماشین دای کستینگ محفظه سرد.
فرآیند محفظه گرم
فرآیند محفظه گرم با استفاده از یک پیستون انجام می شود، که حجم معینی از فلز مذاب را در خود جای داد و از طریق یک شتر گلو و نازل به داخل به داخل حفره قالب می راند.
فلز آن قدر تحت فشار نگه داشته می شود تا در قالب منجمد شود. به منظور اصلاح قالب و کمک به خنک شدن سریع فلز ( در نتیجه کاهش زمان چرخه کاری)، قالب ها معمولا با جریان آب یا روغن، از طریق مجاری گوناگون بدنه قالب خنک کاری می شوند.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: لحیم کاری سخت
زمان های چرخه در این فر آیند معمولا تا 300- 200 ضربه ( یک تزریغ ) در ساعت برای فلز روی است. البته قطعات بسیار کوچک نظیر دندانه های زیپ را می توان با 18000 ضربه در ساعت ریخته گری کرد. آلیاژ های با نقطه ذوب پایین مانند روی، منیزیم، قلع و سرب معمولا با استفاده از این فرآیند ریخته گری می شوند.
فرآیند محفظه سرد
در فرآیند محفظه سرد، فلز مذاب به داخل سیلندر تزریق (محفظه ضرب) ریخته می شود. محفظه ضربه، گرم نمیشود. این ماشین ها ممکن است افقی یا عمودی باشند، که در حالت اخیر محفظه تزریق عمودی است و ماشین شبیه یک پرس عمودی عمل می کند.
پیشنهاد می کنیم، مطالعه مقاله مقابل را در برنامه خود قرار دهید: شکل دهی کششی
آلیاژ های آلومینیوم با نقطعه ذوب بالا، منیزیم و مس معمولا با استفاده از این روش ریخته گری می شوند، البته سایر فلزات ( نظیر فلزات آهنی ) را نیز به همین روش می توان ریخته گری کرد. دمای فلز مذاب در حدود 600 سانتی گراد است و برای آلیاژ های پایه مس و پایه آهن به طور قابل ملاحضه ای افزایش می یابند.